-

文章著重闡述了發那科、西門子、華中三種不同類型的數控系統,在PLC編程中各自的特點、區別及部分應用舉例。 [詳情]
-

以數控伺服進給控制器為研究對象,采用在全論域范圍內帶有自調整模糊規則因子和模糊比例因子的自適應控制策略,提出一種可提高數控伺服進給系統動態性能的智能Fuzzy PID雙模控制器設計方法。仿真分析證明該方法在不同的工作狀態下,根據不同的響應階段的動態性能要求在線自動調整控制器的控制參數和控制算法,可有效地克服傳統控制算法存在的擾動、超調量大、調節時間長等缺點。Matlab軟件仿真證明該控制器較常規PID、模糊控制器具有響應快、超調小、魯棒性強和自尋優等特點。 [詳情]
-
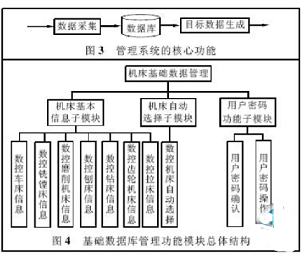
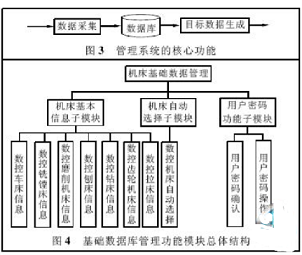
機床數控系統的參數對于數控機莊的正常運行起著非常重要的作用,由干參數在機床斷電后需要電池保護,有易失性,必須及時做好數控系統參數的備份一在開發參數備份軟件的過程中,必須考慮數控系統通信參數的設置和軟件的實現方法、該軟件利用MSComm控件實現來自機床數據的接收,通過修改軟件的通信參數選項,該軟件在FANUC數控系統上或通信協議相同的其他廠商的數控系統上均能正常運行,提高了該軟件的通用性。 [詳情]
-
在數控技術網絡化、信息化、開放性發展的趨勢下,針對當前基于Pc數控系統的結構和功能缺乏柔性、擴展不方便、資源利用不很充分、系統開放性不夠等同題,利用嵌入式、網絡與通信技術,提出了模塊化、網絡化嵌人式數控系統的概念和體系結構。在該體系結構的框架下,具體介紹了其硬件和軟件系統平臺的模塊化的開發和實現過程。通過模塊化的嵌入式軟硬件結構設計,該系統具有資源利用更充分、結構靈活、易于擴展、具有開放架構并能更好滿足網絡化數字制造環境下數控加工需求的特點,且通過嵌入式Web實現了更便捷的遠程控制與監測。 [詳情]
-
數控機床設備的核心是控制系統,而計算機數控系統作為控制系統的基礎設備,己成為當今制造業的一個不可缺少的組成部分。[詳情]
-
隨著數控技術的進步,數控雕刻機的需求越來越大。本文主要介紹一種用于陶瓷生產的五軸聯動雕刻機的設計與應用.該雕刻機采用基于PC機的開放式數控系統,利用軟件插補的方式驅動各個軸的步進電機聯動,能夠在陶瓷坯上進行回轉曲面浮雕加工,取代了傳統的手工勞動,而且實現標準化、規模化生產,對陶瓷行業有著重要意義。 [詳情]
-

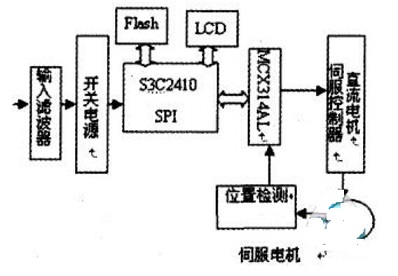
基于ARM9和MCX314AL為核心的嵌入式硬件平臺,對嵌入式數控秉統軟件人機界面軟件的主要結構進行了介紹。并重點分析了 [詳情]
-

為了滿足數控機床系統中PLC梯形圖向指令表轉換的要求,將梯形圖的構成形式分成母線、環、半環、環母線等結構元素,利用這些結構元素檢驗梯形圖的合法性,分析梯形圖和指令表之間的關系,設計梯形圖向指令表快速轉換的算法。應用實例表明:該算法效率高,實時性好,能滿足數控機床系統的要求。 [詳情]
-
本文針對單核處理器平臺上數控系統提升性能和擴展功能方面存在的問題,研究了雙核處理器平臺上數控系統軟件設計的一些理論問題。[詳情]
-

本文以LGCNC數控系統為開發平臺,以日本FANUC系統的PMC指令為描述語A,講述了一種嵌入式PLC組件的設計與實現方法,為準柔性生產設備的生產奠定了堅實的基礎,同時為不同數控系統的PLC模塊提供了一個統一的編程組件。 [詳情]
-
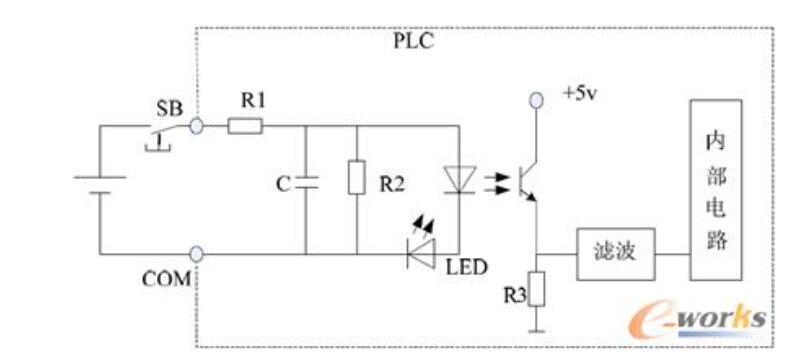
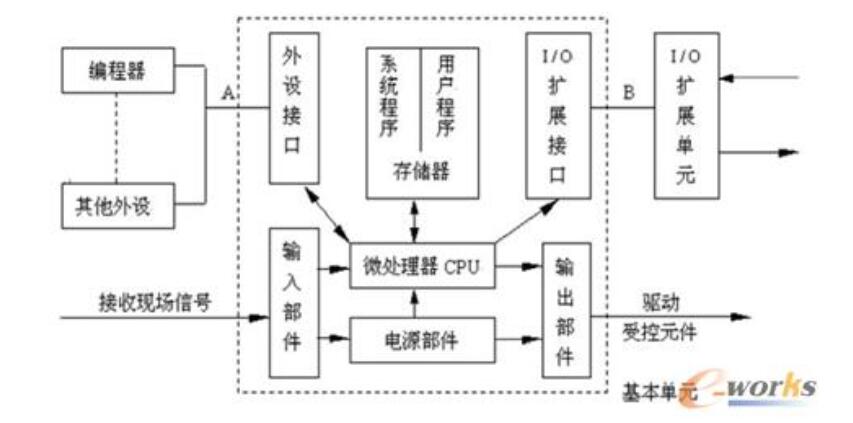
從數控技術產生并應用至今,數控系統經歷了從專用封閉式體系向開放式模塊化結構的發展過程,其輔助控制功能由可編程邏輯控制器來實現,而傳統PLC并不能滿足開放式數控系統的需求。因此,基于PLC機的采用軟件實現控制功能的軟PLC技術出現并不斷發展起來。本文首先介紹了PLC的概念及特點,之后講述了PLC結構與工作原理,然后敘述了開放式數控系統對軟PLC需求,最后詳細介紹了軟件PLC的開發運行系統。 [詳情]
-

本文分析了三菱數控伺服驅動控制原理及相關伺服參數作用與關系,闡述了伺服驅動參數調整要領及相關伺服驅動參數設定與調整方法。實踐證明,通過對伺服驅動參數的最佳化調整,解決了銑面光潔度差、加T面有刀痕等問題。 [詳情]
-

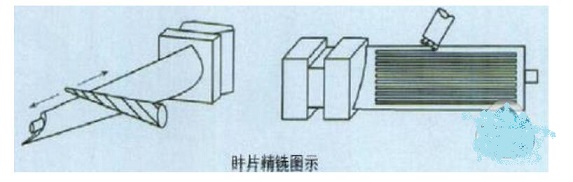
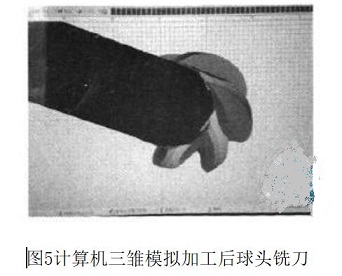
數控軟件經過拓展后,計算并調整刀具的幾何參數,通過計算機三維模擬,找出最佳的加工程序,加工出合格的后球頭刃銑刀產品。 [詳情]
-
本文介紹了國內外數控系統的發展狀況,論述了網絡化數控在當今制造業中的作用。在闡述了網絡化數控關鍵技術的同時,提出了網絡化數控系統基本構成的結構框架,并介紹了網絡數控的特征、系統的調度層次和網絡數控的功能等,最后對網絡數控的信息管理模式進行了探索。 [詳情]
-
本文介紹了國內外開放式數控系統的研究現狀,}同述了RT-Linux操作系統的系統框架和原理,重點討論了基于RT-Linux的開放式數控系統的軟件體系結構。 [詳情]



