-

通過對PLC程序的二次開發,非火焰切割機專用數控系統替代了專業數控系統,使該機床具備了數控切割機所有的功能,比選用專用的數控系統節約了大量資金,改造后的機床使用效果良好,運行穩定,操作方便,生產效率高,取得了良好的經濟效益。[詳情]
-
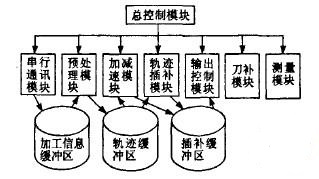
文章主要介紹了純軟件數控系統OpenCNC的基本概念、結構和方法以及在加工中心上實現該系統的初步設計方案。[詳情]
-

我公司章貢分廠是一個年產水泥達200萬噸的粉磨生產基地,共有3條粉磨生產線,1號、2號線分別是2003和2006年建成,自動化程度不高,采用原始的機旁控制方式,即采用開關柜上按鈕啟停方式。3號線在2011年9月建成投產,在確定3號線的DCS系統控制范圍時,兼顧考慮了l號和2號線的自動化改造,除3號線設一個過程站,在舊生產線的電力室增加2個過程控制站,這3個過程站及中控室間以光纖聯通,將整個工廠3條生產線一并納人DCS系統。本文介紹改造的步驟及方案。 [詳情]
-

隨著社會經濟的發展,工業的迅速興起,使得一些10KV配電系統大幅度增加,配電系統的簡便性、可靠性、安全性、節能性、性價比顯得尤其重要。 [詳情]
-

本文介紹一維力解耦砂帶磨削機床的工作原理。闡述了PLC控制一維力解耦砂帶磨削機床的原理及其硬件配置和軟件設計。 [詳情]
-

在我國PLC市場上,國產品牌所占據的市場份額比例較小,并且一直沒有形成產業化的規模。中國目前市場上,95%以上的PLC產品來自國外公司。下面我們就來看看在中國市場上影響力較大、知名度較高的八大國外PLC品牌企業。 [詳情]
-
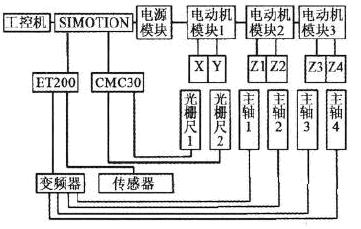
數控機床在解決復雜、精密零件的加工方面起到了重要的作用,是具有典型機電一體化系統的數控機床。基于PLC的數控機床電氣控制系統是數控技術發展的必然結果。PLC數控機床在應用中有很多優點,例如,電氣控制系統通過采用工件自動夾緊、斷刀檢測和機械手自動換刀等實現了數控機床的自動化。本文探討了加工中心的電氣控制技術和設計方法,對確保機床的安全可靠,提高加工精度和生產率具有重要意義。 [詳情]
-
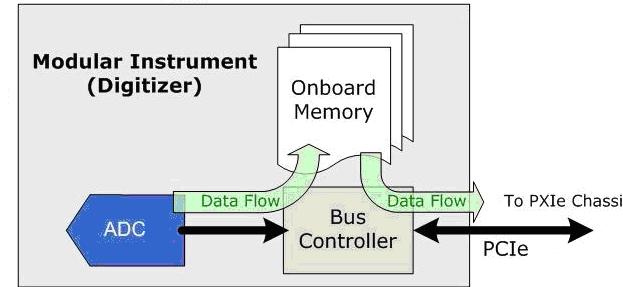
今的電子系統需要負荷越來越大量的數據,包含模擬及數字數據。因此對于研究者與系統開發商來說,其最大的挑戰就是如何整合、測試與維護更高速且精準的測試系統來處理日益增加的數據量。對于某些應用類型,例如視頻信號分析,其需求是如何連續不斷采集高速模擬與數字信息以進行實時分析。因此在設計或選用這類型量測系統時,若能清楚理解數據流向以及可能的問題所在,就能減少開發成本,加速上市時間,也能避免昂貴的系統重新設計成本。 [詳情]
-

隨著計算機技術、微電子技術以及數字化通信技術的飛快發展,可編程序控制器(西門子S7400H PLC)產品結合類計算機產業中最先進的技術手段以及電氣自動化控制的重要理論,在其性能指標及功能上進一步完善并豐富,打破了傳統的西門子S7400H PL概念,在電氣控制領域的發展范圍越來越大。 [詳情]
-

本文針對目前PIC梯形圖編輯軟件中梯形圖存儲結構的復雜和不足,本文基于面向對象的方法,采用二叉樹和雙向鏈表相結合的數據結構來描述梯形圖功能單元及其拓撲關系,并提出了相應的轉換算法,然后簡化為只含有功能單元的模型.使后續的指令表轉換得到簡化。這種模型結構簡單、通用性強、易于用C++語言實現,在PLC梯形圖編輯軟件中應用效果良好。 [詳情]
-

目前電子信息產業正在高速發展,電子產品已在各個領域中廣泛應用,對電子產品封裝的絕緣、防振、防水性能的要求越來越高,對灌膠設備的自動化控制系統的能力要求也越來越高。我國多數電子產品生產企業在灌封膠時,大多處于手工操作或半自動化控制階段,對于批量生產的企業來講工作效率低,耗費人力大,精度差。研究了一種基于PLC控制的電子產品自動灌膠系統,該系統具有投資少、操作簡單、速度快、控制精確與質量高等特點,對提高企業的生產效率、降低生產成本具有重要意義。 [詳情]
-
該文提出一種四自由度混合驅動工業機械手結構模型及控制系統,利用電機與氣壓驅動相結合的優勢實現準確定位與快速動作。系統以$7-200 PLC為底層設備控制器,通過試驗剖析PLC內部封裝協議,構建了基于PPI主從協議方式的通信系統。采用VB中的MSComm控件對串口進行編程,組建了上位計算機一串口一PLC主從式監控系統。實驗表明:基于PPI主從協議方式的PLC串口通信系統可穩定地實現混合氣動機械手的遠程操控、實時數據分析、顯示、存儲及動作動畫模擬等功能,以滿足特殊環境下的操控要求。 [詳情]
-

本文研究分析了電鍍行業中鍍銀的工藝要求,提出高效、自動化程度高的控制方案。利用三菱Q01系列可編程序控制器、三菱GT1275新型觸摸屏及變頻器組成綜合監控系統,實現了塑料件電鍍各功能控制。該控制系統可靠性高,能適應較惡劣的生產環境,可實現鍍銀和鍍錫功能的切換。 [詳情]
-

空氣壓縮機作為氣動控制系統的氣源設備,其在運行過程中的穩定程度和可靠性直接關系到生產安全性。 [詳情]
-

立式粉末噴涂生產線,該生產線控制部份主要由:輸送系統、前處理、水份烘干爐、噴粉系統、固化爐幾部份組成。控制部分均采用PLC進行智能化控制,并配合觸摸屏進行在線式監控及操作,以及上位機系統進行在線式遠程、就地監控、數據采集分析、曲線存檔、報表生成等功能。另噴槍控制器可按客戶要求選用可通訊式增設上位機對其進行監控操作。 [詳情]



