-

FAGOR五軸數(shù)控系統(tǒng)RPCP功能實現(xiàn)及應(yīng)用
五軸加工中由于旋轉(zhuǎn)運動的影響,會產(chǎn)生非線性誤差。文章介紹了5軸數(shù)控加工中RTCP/RPCP補償功能,系統(tǒng)闡述了以FAGOR為代表的數(shù)控系統(tǒng)升級改造過程,通過數(shù)控系統(tǒng)的改造升級使其具備RPCP功能。[詳情]
-
基于PLC的伺服驅(qū)動填充系統(tǒng)的設(shè)計
本文基于PLC和伺服驅(qū)動技術(shù),設(shè)計伺服驅(qū)動填充系統(tǒng)。介紹該系統(tǒng)的組成和工作過程,重點闡述該系統(tǒng)的電氣原理和PLC程序設(shè)計,指出實際調(diào)試中需要注意的問題并給出相應(yīng)的解決方法。設(shè)備調(diào)試完畢后的試運行結(jié)果表明,填充量誤差都在允許的范圍之內(nèi)。 [詳情]
-
復(fù)合伺服驅(qū)動壓邊力控制方法及執(zhí)行機構(gòu)設(shè)計
基于伺服電機的可控性和六桿機構(gòu)的變傳動比及增力特性,提出了一種復(fù)合伺服驅(qū)動壓邊力控制方法。在分析數(shù)控伺服驅(qū)動壓邊力控制原理的基礎(chǔ)上,根據(jù)慢速加載、快速返程的工藝要求,設(shè)計了壓邊力執(zhí)行機構(gòu),并對其進行了系統(tǒng)仿真。采用復(fù)合伺服驅(qū)動壓邊力控制方法,使壓邊裝置在產(chǎn)生較大壓邊力的情況下,僅需較小的電機功率,就可以滿足壓邊過程中的壓邊力和行程的工藝要求。 [詳情]
-

基于數(shù)控技術(shù)內(nèi)錐球螺紋加工研究
內(nèi)錐螺紋的加工是生產(chǎn)中較為復(fù)雜的一項任務(wù),而內(nèi)錐螺紋與直螺紋組合、其牙形為球形的特殊內(nèi)螺紋的加工難度則更為突出。針對這種特殊螺紋的加工,對采用傳統(tǒng)工藝方法進行加工時存在的不足進行了深入的分析研究,從而開拓新思路,提出新的工藝和加工方法,并將該工藝?yán)碚摵图庸し椒ǔ晒Φ貞?yīng)用于企業(yè)的生產(chǎn)實踐中。 [詳情]
-
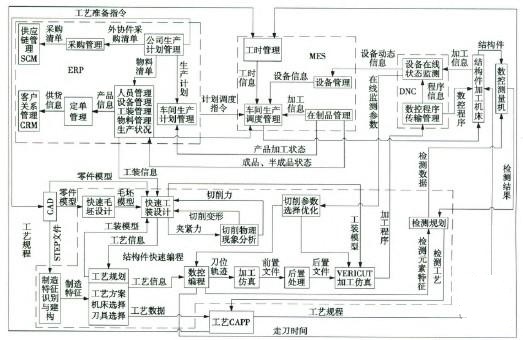
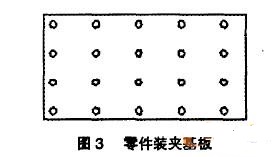
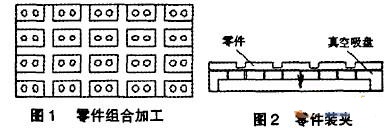
結(jié)構(gòu)件快速數(shù)控編程系統(tǒng)的集成技術(shù)研究
為提高飛機結(jié)構(gòu)件的加工質(zhì)量和效率,實現(xiàn)結(jié)構(gòu)件快速數(shù)控編程加工,分析了結(jié)構(gòu)件快速數(shù)控編程的網(wǎng)絡(luò)化制造的信息流程,構(gòu)建了結(jié)構(gòu)件快速編程系統(tǒng)的體系結(jié)構(gòu)。首先,提出了基于語義WEB服務(wù)和組件技術(shù)的系統(tǒng)集成解決方案,構(gòu)建了基手本體的數(shù)控編程的信息模型,最后,基于上述系統(tǒng)體系結(jié)構(gòu)和實現(xiàn)方法,開發(fā)了一個原型系統(tǒng)。通過實驗實例證明了本文方法的有效性,提高了結(jié)構(gòu)件數(shù)控編程的效率和質(zhì)量。 [詳情]
-

整體葉輪的五軸數(shù)控編程的關(guān)鍵技術(shù)
本文使用UG五軸編程系統(tǒng)對整體式葉輪進行了數(shù)控編程。介紹了UG軟件對葉輪實體的五軸數(shù)控編程的關(guān)鍵技術(shù)。為多軸數(shù)控編程和其他葉輪加工提供了加工方法和參考方案。 [詳情]
-
基于PLC和伺服電機的某星載滑環(huán)跑合臺控制系統(tǒng)設(shè)計
滑環(huán)是衛(wèi)星太陽電池陣驅(qū)動機構(gòu)中的關(guān)鍵部件,為保證某星載滑環(huán)長時間工作穩(wěn)定性,需要通過跑合臺對滑環(huán)進行仿真跑合試驗。已有跑合臺工作方式不靈活、無法自動報警停機,亟需研制一種新型星載滑環(huán)跑合臺。利用FX2N作為中央控制處理器集中控制整個系統(tǒng)的啟動、運行,配合使用低速、高精度、低成本的交流伺服電機,完成跑合臺控制系統(tǒng)設(shè)計。運用組態(tài)軟件INSPEC設(shè)計監(jiān)控系統(tǒng),顯示實時參數(shù),存儲跑合數(shù)據(jù),實現(xiàn)故障自動停機。經(jīng)現(xiàn)場運行,系統(tǒng)工作穩(wěn)定可靠,滿足設(shè)計要求。文中對該控制系統(tǒng)的硬件組成、系統(tǒng)功能、實時監(jiān)控的實現(xiàn)均做了具體[詳情]
-
五軸聯(lián)動數(shù)控加工在異型石材制品中的應(yīng)用研究
石材是現(xiàn)代建筑裝飾的主要材料。簡單石材射品設(shè)計和加工比較容易。但對于復(fù)雜異型石材制品還是很困難,五軸聯(lián)動數(shù)控加工技術(shù)為復(fù)雜異型石材制品的加工提供了一種行之有效的手段,通過對立體人像進行逆向建模、數(shù)控編程、仿真以及對刀具路徑進行優(yōu)化,利用自行研制開發(fā)的異型石材車銑復(fù)合加工中心(HTM50200)機床進行加工,提高了立體人像加工質(zhì)量和效率[詳情]
-
數(shù)控機床主軸驅(qū)動系統(tǒng)的選用研究
本文研究與分析數(shù)控機床主軸驅(qū)動系統(tǒng)的主流應(yīng)用情況與發(fā)展趨勢,就主軸驅(qū)動的實際選用與計算作了一些探討。 [詳情]
-

數(shù)控技術(shù)在大型鈦合金風(fēng)扇葉片型面加工發(fā)展應(yīng)用
隨著多軸聯(lián)動數(shù)控加工技術(shù)的發(fā)展應(yīng)用和針對該種葉片型面加工工藝的研究,使該種葉片型面加工的難點逐步得到突破,加工的質(zhì)量、效率水平達(dá)到了比較理想的狀態(tài)。 [詳情]
-
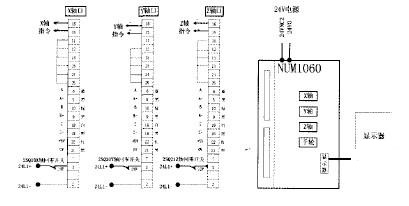
基于PROFIBUS-DP的計算機數(shù)控系統(tǒng)
本文分析了傳統(tǒng)計算機數(shù)控系統(tǒng)布線復(fù)雜和維護困難的基礎(chǔ)上,提出基于PROFIBUS—DP現(xiàn)場總線的計算機數(shù)控系統(tǒng)。結(jié)合數(shù)控加工中心,給出了該數(shù)控系統(tǒng)的現(xiàn)場總線結(jié)構(gòu).總結(jié)了該系統(tǒng)在應(yīng)用中的特點,并論述了該系統(tǒng)的通信原理。 [詳情]
-

FANUC數(shù)控系統(tǒng)伺服調(diào)整
伺服調(diào)整分為兩部分,即調(diào)整形狀輪廓誤差和抑制機械振動。下面介紹FANUC數(shù)控系統(tǒng)伺服調(diào)整時涉及的一些參數(shù)(在實際機床中通過SERVO GUIDE軟件調(diào)整)。FANUC數(shù)控系統(tǒng)伺服參數(shù)的設(shè)定分為固定值和可變值,在伺服參數(shù)初始化時,固定值的參數(shù)便可確定,可變值的參數(shù)要在伺服調(diào)整時確定。[詳情]
-
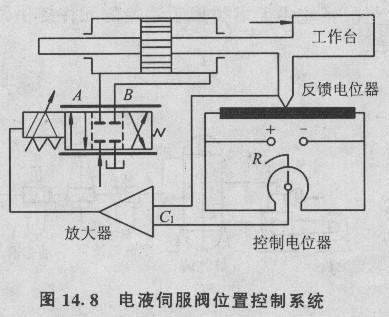
對于數(shù)控機床來說,由數(shù)控裝置發(fā)出指令脈沖來驅(qū)動伺服系統(tǒng),這是最直接的控制方法。但對于一臺多功能的專機來說,為了增加功能,降低成本,需要對其進行合理設(shè)計以降低成本。[詳情]
-
基于S7—200可能量預(yù)選的摩擦壓力機數(shù)控系統(tǒng)
本文提出了一種基于S7—200可編程邏輯控制器的摩擦壓力機數(shù)控系統(tǒng),采用旋轉(zhuǎn)編碼器組成滑塊位移檢測裝置,實時檢測運動部分的位移和速度,計算對應(yīng)的系統(tǒng)能量,從而控制摩擦盤與飛輪的結(jié)合與脫離,實現(xiàn)控制打擊能量的目的。[詳情]
-
文章在深入研究PC技術(shù)和運動控制技術(shù)的基礎(chǔ)上選擇合適的硬件平臺和軟件平臺進行微小孔振動鉆床數(shù)控系統(tǒng)的研制,該系統(tǒng)的硬件結(jié)構(gòu)以PC機結(jié)合PCI總線型A/D卡為核心,配以系統(tǒng)所需的外圍模塊;其軟件系統(tǒng)以Windows 98作為數(shù)控系統(tǒng)軟件運行平臺,利用VC++6.0開發(fā)系統(tǒng)所需的應(yīng)用控制軟件。該系統(tǒng)不僅經(jīng)濟實用、可靠性高,還具有功能強、擴展性好等優(yōu)點。便于根據(jù)實際需求進行功能的添加和裁剪。[詳情]
- 1SIMATIC PCS neo:面向未來的DCS557359
- 2世界機器人大會國際頂尖機器人領(lǐng)域?qū)<揖视^點集錦(二)178139
- 3中國機器人產(chǎn)業(yè)發(fā)展報告(2019)177260
- 42019世界機器人大會圓滿落幕176239
- 5世界機器人大會國際頂尖機器人領(lǐng)域?qū)<揖视^點集錦(一)173127
- 6格力開始發(fā)力工業(yè)領(lǐng)域 將投10億生產(chǎn)高端醫(yī)療設(shè)備167496
- 7基于工業(yè)互聯(lián)網(wǎng)平臺上——智能工廠實現(xiàn)的幾點建議159742
- 8亞馬遜的智能物流倉儲系統(tǒng),離我們有多遠(yuǎn)?134464
品專題")
升級")

